Изготовление печати в домашних условиях. Обзор лазера NEJE 30W.
Ребята всем привет!
Сегодня в этой статье покажу вам как с помощью лазера NEJE 30W (актуально и для любых других лазеров) в домашних условиях я сделал печать!
Заходя вперед хочу заметить, что остался очень доволен результатом. Не смотря на то что это мой первый опыт.
Как всегда вы можете посмотреть подробное видео на моем канале.
Для начала хочу что б вы заметили, что голову NEJE 30W я установил на лазер NEJE MASTER 2. Чтобы не покупать еще один лазер мощней, это хороший вариант апгрейда.
Еще хочу в начале выразить благодарность своему подписчику. Который перед самым видео подогнал мне целый пакет интересных материалов для тестирования лазера.
А так же я изменил настройки, так как мне было необходимо выжать всю мощность у этого симпотяги. В программе LightBurn есть такой пункт настроек «Макс значение S». Это значение отвечает за мощность лазера. Я поставил больше 2000 и лазер начал работать на всю свою мощность.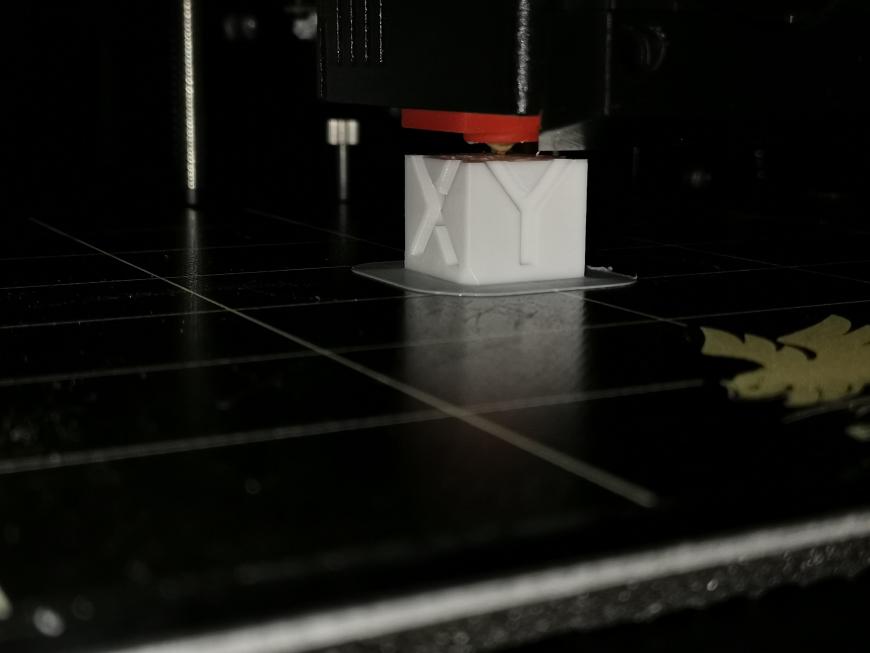
Ну, а теперь переходим к тестированию материала.
Первым для изготовления штампа я взял черную лазерную резину от подписчика. Выставил наугад 70% мощность и 15 скорость прохода. Такой штамп гравировался 1:45 мин. Три прохода на 100 % не прорезали резину, пришлось сделать это вручную. Остались мелкие дефекты и маленькая глубина. Но это первый тест и мы идем дальше.
Вторым материалом была резина с AliExpress. Честно не возлагал на нее больших надежд, но результат меня удивил. Она показала себя вполне достойной внимания для такого дела. В этот раз я уже сделал два прохода и увеличил скорость до 30, а мощность 85%. и подключил обдув. Только я забыл отзеркалить, по этому «Все очень круто, но надо переделать». В этот раз резина почти прорезалась, но ножницы все равно понадобились. Так что эта печать вышла еще лучше чем первая. Но не так хорошо как последняя 🙂
Дальше я взял серую лазерную резину 2,3 мм из пакета подписчика. Установил три подхода.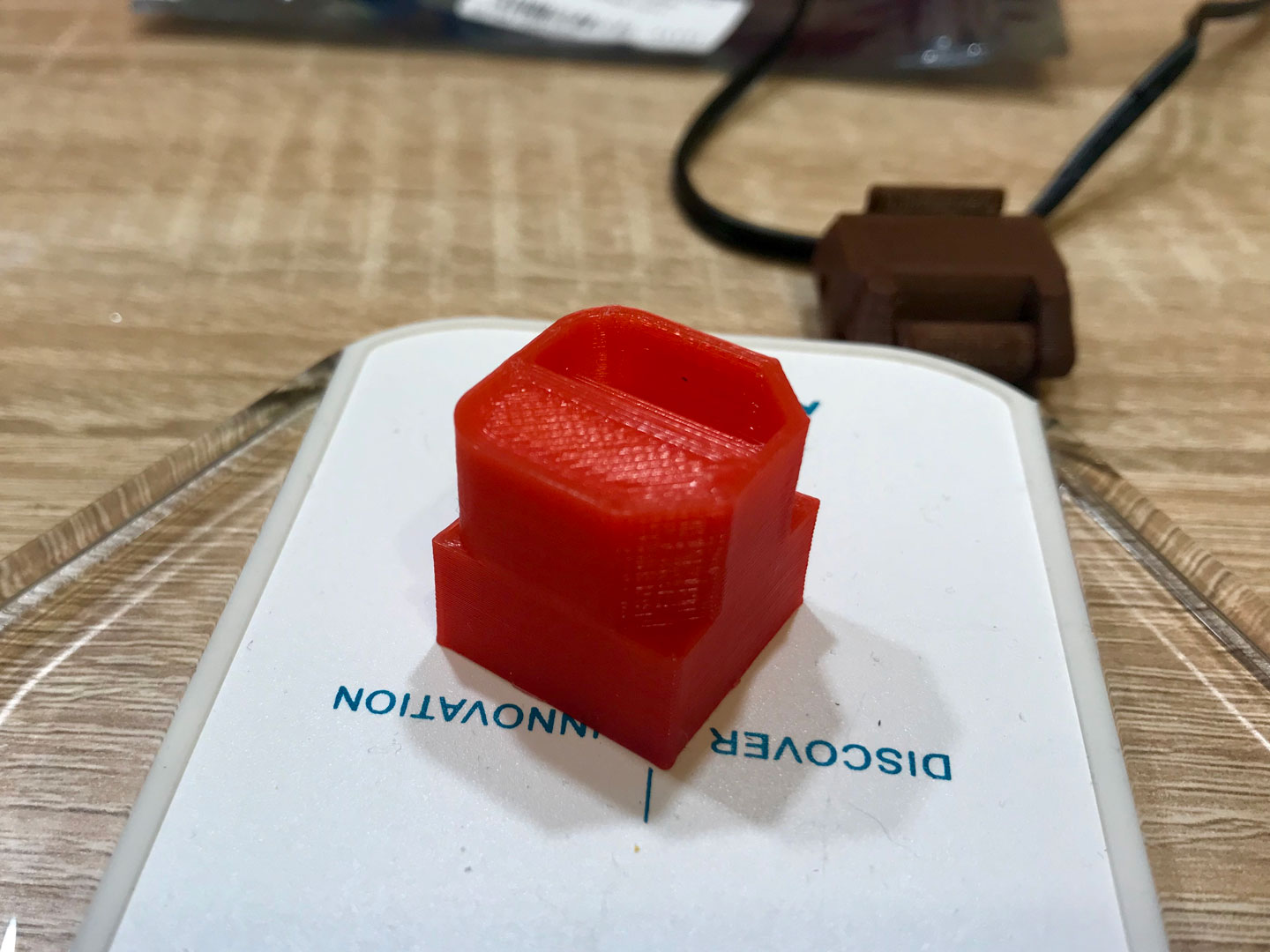 И результат стал лучше всех предыдущих. Глубина получилась около 0.75 мм и это уже примерно то, что нам нужно!
И результат стал лучше всех предыдущих. Глубина получилась около 0.75 мм и это уже примерно то, что нам нужно!
Дальше на тест пустил вот такую красную лазерную резину. Важным моментом в гравировки такой резины является подача струи воздуха в зону гравировки. Что бы решить эту проблему понадобится компрессор и трубка 2 мл . Более подробно смотрите в видео. Красная резина очень хорошо и качественно выгравировалась и результатом я уже по настоящему восхищался. Хотя лазер и не смог прорезать ее на сквозь. Ставил на 40 проходов и все равно прорезается только до середины. В помощь ножницы.
Далее самый интересный материал. Уже не просто резина, а полимерная резина POLYNEGRO. Он даже пахнет вкусно, в отличии от всех предыдущих материалов. При гравировке никакого дыма и запаха не было. Но к сожалению для такого типа лазера он не подходит. Так как за три подхода на 85% мощности и 25 скорости, получилось снять только несколько микрон.
Для полимера нужен CO2 лазер.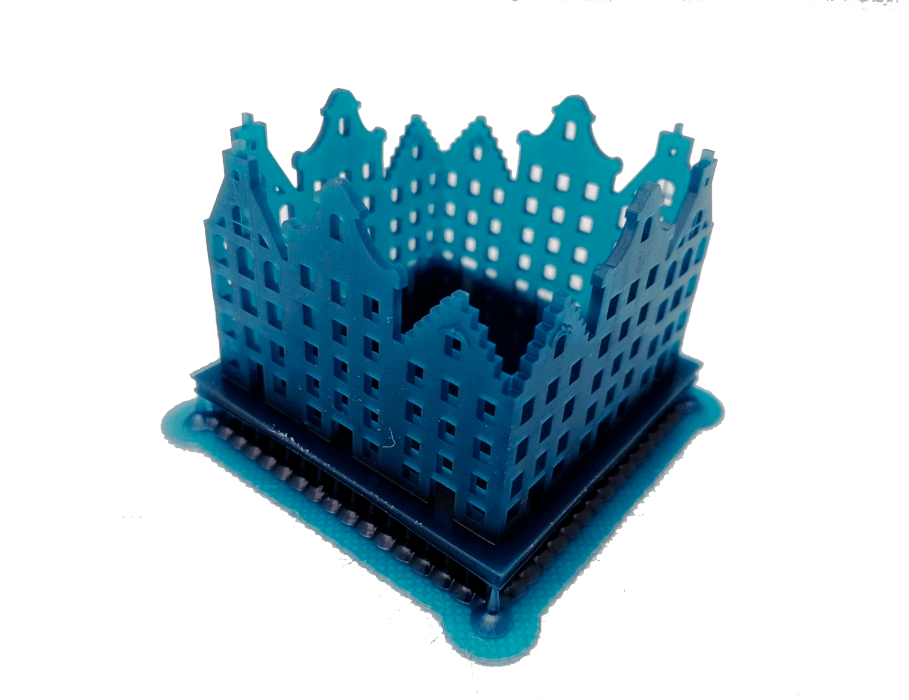 В будущем я еще сделаю с ним несколько тестов, но не думаю что результат будет другой.
В будущем я еще сделаю с ним несколько тестов, но не думаю что результат будет другой.
Давайте подведем итоги изготовления печати!
Для изготовления качественного штампа в домашних условиях нам нужен:
- Качественный материал;
- Лазер;
- Обязательно подача воздуха тонкой струей в зону гравировки;
- Если на печати имеются большие детали, их нужно тоже гравировать в один проход с небольшой плотностью точек, а иначе можем получить кляксу;
- Промывка заготовки. После гравировки нужно взять щетку и с моющим средством промыть заготовку под струей воды или воспользоваться ультразвуковой ванночкой.
На печатях я остановиться не смог и еще по тестил с нашим лазером твердые материалы. Взял черный пластик 4 мм и решил его прорезать. За четыре прохода заготовка квадрат даже выпала.
С фанерой 4 мм примерно все тоже самое.
И напоследок по пробуем крашеный алюминий. Специальный материал для изготовления разных шильдиков.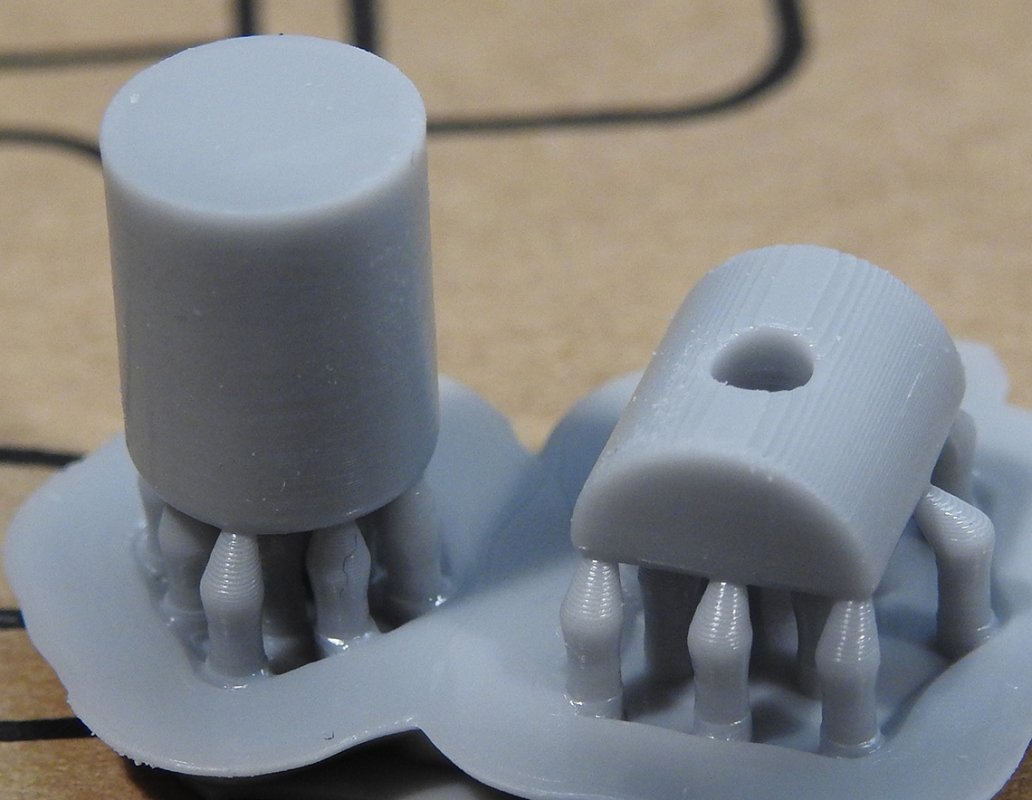 Получил отличный результат на мощности 5%, а скорость на 40. Таблички пришлось вырезать ножницами и зашлифовать уголки наждачной бумагой.
Получил отличный результат на мощности 5%, а скорость на 40. Таблички пришлось вырезать ножницами и зашлифовать уголки наждачной бумагой.
Затем протер спиртом.
На этом решил с тестами остановиться. Но продолжу в следующем ролике!
Кто хочет чтобы в лазере NEJE MASTER 2 работали концевики с прошивкой GRBL смотрите видео в нем я все подробно рассказал.
Так же смотрите статьи с практическим применением лазерного гравера дома.
Есть как видео:
Видео с практическим применением лазера часть 1 — https://youtu.be/Oubdn6rt160
Видео с практическим применением лазера часть 2 — https://youtu.be/LGC56Nm28Hk
Так и статьи:
https://3dtoday.ru/blogs/ruvim/zacem-nuzen-lazernyi-graver-doma
https://3dtoday.ru/blogs/ruvim/na-cto-sposoben-nedorogoi-lazernyi-graver-cast-2
Все мои проекты thingiverse — https://www.thingiverse.com/ruvimkub/designs
Ссылка на сайт подписчика с резиной и разными материалами — https://www.expressstamp. ru/equipment-and-consumables/laser-engraving/
ru/equipment-and-consumables/laser-engraving/
Надеюсь статья была для вас полезна! Пишите интересующие вас вопросы, постараюсь ответить и помочь разобраться в данной теме! До новых встреч!
Как новичок 3D принтер покупал. Выбор, настройка, проблемы и решение практических задач
Чем их больше на рынке появляется 3D-принтеров, тем ниже цены — сейчас устройство начального уровня можно купить за $200–300.
Несколько месяцев назад я задумался о приобретении такого девайса, поскольку хотел напечатать сломавшуюся деталь своего робота-пылесоса. Около месяца назад я купил понравившийся мне девайс на eBay. Вот, что было важным для меня при выборе 3D принтера.
Какой принтер был нужен?
Учитывая то, что я почти ничего не знал о 3D-принтерах (кроме нескольких статей, прочитанных здесь же, на Хабре), важными моментами стали:
- Работоспособность принтера «из коробки». Я видел несколько статей с описанием того, сколько требуется времени на настройку «простого китайского принтера».
 Его нужно собрать из большого количества деталей, причем не факт, что среди них не попадется бракованных. Собрав, можно провозиться с девайсом пару дней, а потом окажется, что он по какой-то причине не работает. Короче, мне нужен был принтер, который не нужно собирать, и который может работать сразу после подключения.
Его нужно собрать из большого количества деталей, причем не факт, что среди них не попадется бракованных. Собрав, можно провозиться с девайсом пару дней, а потом окажется, что он по какой-то причине не работает. Короче, мне нужен был принтер, который не нужно собирать, и который может работать сразу после подключения. - Он не должен быть слишком дорогим. Серьезно, я новичок, я не был уверен, что после пары дней не заброшу девайс. И принтер за 500–600 евро был бы слишком дорогой игрушкой. Так что я был готов потратить пару сотен, не больше.
- Он не должен быть слишком большим. Перед покупкой я выделил под установку принтера немного места, где-то 50*50 см. Поэтому принтер должен был без проблем встать на выделенную площадку.
- Он не должен быть слишком сложным в обслуживании. Этот пункт тесно связан с первым. Не хотелось тратить кучу времени на эксплуатацию и профилактические работы — времени катастрофически не хватает, так что постоянно ликвидировать возникающие глюки — не вариант.

- Хотелось получить принтер с WiFi, это было не критично, но важно.
Что я в итоге купил?
Модель Geeetech E180. Ее показал Google после запроса «3D-принтер для новичка». В выдаче были и другие модели, но этот понравился дизайном и наличием WiFi.
Разработчики этого принтера собрали на него деньги при помощи Kickstarter и пару лет назад он появился в свободной продаже. Его цена — от 200 до 350 евро, в зависимости от компании, которая его продает и магазина.
Купил на eBay, начальная цена составляла 200 евро, но продавец согласился сбросить 50 евро, так что общая цена — 150.
Характеристики принтера:
- Технология печати: FDM
- Размеры рабочего пространства: 130 x 130 x 130 мм
- Точность печати: 0,05 мм
- Точность позиционирования: X / Y 0,11 мм, Z 0,0025 мм
- Скорость печати: 80–110 мм/с
- Диаметр нити: 1,75 мм
- Диаметр сопла: 0,4 мм
- Поддерживаемый материал: производителем заявлен PLA, но может работать и с другими материалами
- Операционная система: Windows
- Программное обеспечение для управления: EasyPrint 3D
- Формат файла: .
 STL, G-код
STL, G-код - Максимальная температура экструдера: 230 °C
- Источник питания: DC 12В 6A
- Подключение: WiFi, USB, TF-карта (поддержка автономной печати)
- Дисплей: 3,2-дюймовый полноцветный сенсорный
- Рабочий стол: пластина из алюминиевого сплава
- XYZ Стержни: износостойкая, винт из нержавеющей стали и свинца (ось Z)
- Шаговые двигатели: ступенчатый угол 1.8 градуса с 1/16 микро-степпинг
Распаковка и настройка
Прежде, чем настраивать, я посмотрел несколько обзоров и тестов принтера. Если бы не они, я бы сам не справился, объяснение в инструкции невнятное. Настройка несложная, но не для новичка.
Принтер «завелся» сразу же, как я его подключил к питанию и ноутбуку.
 Откалибровал положение стола — это оказалось просто — вставил в слот карту microSD, нашел содержимое через меню на экране принтера, вставил волокно в канал и запустил печать. Принтер зашумел и начал печать. Вернее, я подумал, что он начал печатать, на самом деле это было не так.
Откалибровал положение стола — это оказалось просто — вставил в слот карту microSD, нашел содержимое через меню на экране принтера, вставил волокно в канал и запустил печать. Принтер зашумел и начал печать. Вернее, я подумал, что он начал печатать, на самом деле это было не так.Проблемы
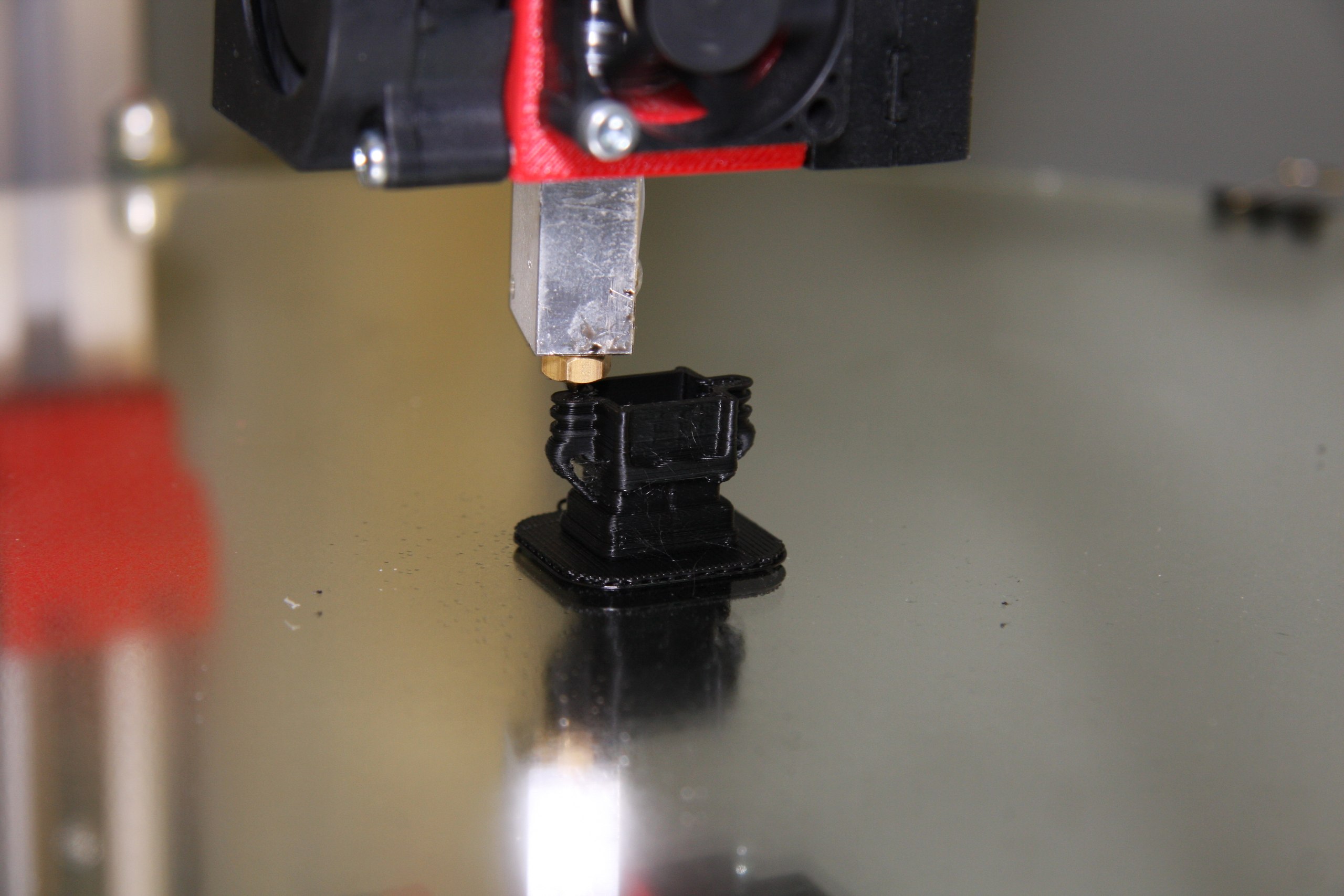
Печатающая головка двигалась, температура достигла 205 градусов Цельсия, но вот пластика почти не было — в первые несколько секунд вышло несколько пластиковых «волосков» и на этом все закончилось. Принтер продолжал работу, но пластик не выдавливался из головки.
Я убил несколько субботних часов на то, чтобы разобраться в причинах. Пытался искать объяснение в сети, но решения похожих проблем мне не подошли.
Радость от покупки улетучилась в первые пару часов возни. Хотелось принтер, «который просто работает», но не получилось. В итоге я понял, что не идет подача волокна — просто не работал механизм подачи, скрытый под пластиковой крышкой. Не работал он потому, что составные элементы не вращались. Движения не было вообще.
Движения не было вообще.
Я решил, что у принтера дефектный электромотор, который отвечает за подачу, и отремонтировать его я не смогу. Следующее действие — нажатие кнопки «Вернуть товар продавцу» на eBay. Нажав кнопку и описав проблему, я решил упаковать принтер для отправки. Перед тем, как запечатать его в пенопластовый бокс, на всякий случай решил внимательно оглядеть те «внутренности», которые видны через отверстия в корпусе.
И причина тут же нашлась — сборщик на фабрике просто забыл подключить подачу питания на движок. Серьезно, кабель просто болтался внутри корпуса. Я подключил его к нужному разъему при помощи пинцета, не разбирая принтер. Потом я снова включил устройство и на этот раз все оказалось хорошо, подача пластика работала, как нужно.
Потом возникло еще несколько мелких проблем:
- Криво откалиброванный стол. Это привело к перекосу стола, и печатающая головка в одном месте тесно прижималась к поверхности. В итоге пластик не мог выдавиться из головки, что приводило к солидным дефектам печати;
- Невозможность прямой печати скачанных из интернета моделек.
 Будучи новичком, я думал, что все работает, как с обычным принтером — скачал документ, отправил на печать. Оказывается, необходим еще и слайсинг. Повторяться не буду, что это и зачем нужно прекрасно описано в этой статье на Хабре;
Будучи новичком, я думал, что все работает, как с обычным принтером — скачал документ, отправил на печать. Оказывается, необходим еще и слайсинг. Повторяться не буду, что это и зачем нужно прекрасно описано в этой статье на Хабре; - Несовместимость слайсеров с моделью принтера. В слайсере нужно задавать размер рабочего стола принтера. Некоторые слайсеры почему-то не хотели работать с размерами моего принтера (13*13*13 см). Какие-то вообще крашились (включая родное приложение принтера), какие-то не «понимали» размеры. В итоге остановился на ideaMaker;
- Отсутствие WiFi. Как оказалось, существует две разновидности E180 — одна с интегрированным модулем WiFi, вторая — без модуля, его нужно докупать. У продавца надпись «нужен отдельный модуль» была нанесена на одной из фотографий принтера, мелко и на французском языке (все остальное описание было на английском). Не мошенничество, но близко к тому. Модуль решил не докупать, не очень он и нужен;
- Долгое время печати.
 Я думал, что на печать уходит несколько десятков минут. К тому, что крупные модели могут печататься по 6-8 часов я оказался не готов. Здесь сам виноват — невнимательно смотрел обзоры.
Я думал, что на печать уходит несколько десятков минут. К тому, что крупные модели могут печататься по 6-8 часов я оказался не готов. Здесь сам виноват — невнимательно смотрел обзоры.
Практическое использование
Покупал я принтер не для игры, хотелось получить устройство, которое позволит создавать нужные в быту вещи, а не бежать в магазин. До покупки я наметил то, что хотел создать:
Рычажок отделения бака с водой в роботе-пылесосе iRobot Scooba, обзор ремонта которого я публиковал на Хабре. Его родная ручка поломалась, тратить деньги на покупку новой (они относительно редкие, поскольку Scooba больше не выпускаются и дорогие) не хотелось.
В итоге нашел подходящую модель на Thingiverse и напечатал. К моему удивлению, все встало на место с первого раза, ручка вполне нормально работает до сих пор (прошло около месяца с момента распечатки этой детали).
Штатив для китайского электронного микроскопа. Он был мне нужен для пайки мелких деталей. Профессиональный микроскоп за 400 евро покупать не хочется, поскольку я сам не так уж и часто занимаюсь ремонтом. Китайский микроскоп, подключенный к ноутбуку, вполне себе вариант. Но родной штатив у него просто ужасен. Поэтому хотелось своими руками сделать новый, нормальный.
Профессиональный микроскоп за 400 евро покупать не хочется, поскольку я сам не так уж и часто занимаюсь ремонтом. Китайский микроскоп, подключенный к ноутбуку, вполне себе вариант. Но родной штатив у него просто ужасен. Поэтому хотелось своими руками сделать новый, нормальный.
Стойка для паяльника. Нужна просто удобная стойка, с которой паяльник не будет падать, как с китайской подставки, которую я как-то купил.
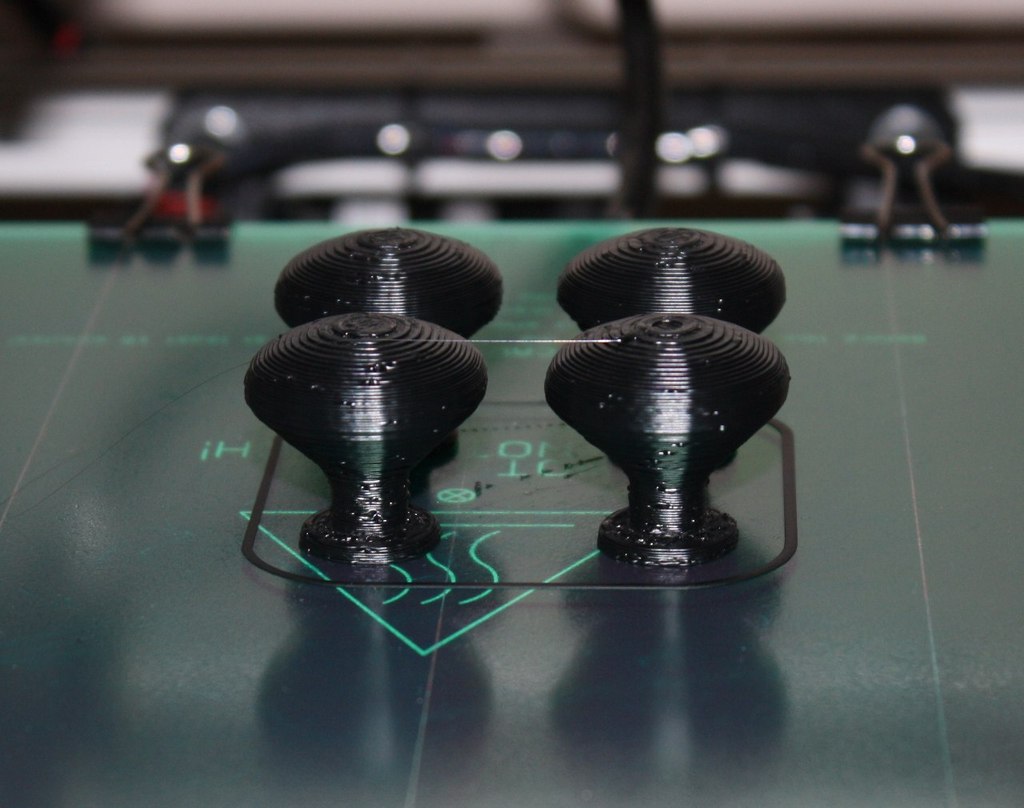
Выдавливатель для тюбика с пастой. Да, вещь не самая нужная, но практичная.
Подставка для iPhone. Удобно, есть отверстие для кабеля, усиление звука.
Игрушки для детей. Зачем покупать очередную маленькую куколку или деталь для кукольного домика, если некоторые вещи можно просто распечатать?
Стилус для Nintendo DS Lite. У меня долгое время лежала игровая консоль, купленная на барахолке. Стилус потерялся, и я (и моя дочка) играли, используя стилус от КПК. Недавно нашел модель стилуса для консоли, распечатал — получилось идеально. В разъем входит, как фабричный.
В разъем входит, как фабричный.
Экстрактор для распечатанных деталей, прилипших к столу. К подложке рабочего стола принтера прилипают практически все детали. Без специального устройства не обойтись — обычный нож будет царапать и резать специальную наклейку. Я нашел модель, которая совместима с лезвиями стандартного канцелярского ножа — работает прекрасно.
Принтер вполне оправдал мои ожидания. Удалось распечатать практически все, что указано выше. Все эти вещи выполняют свое предназначение, и главное — я не боюсь, что какая-то из них может выйти из строя. Всегда можно напечатать новую.
В сети очень много готовых моделей. Если нужна какая-то деталь или вещь, в 90% случаев можно найти все, что требуется.
Неприятные мелочи
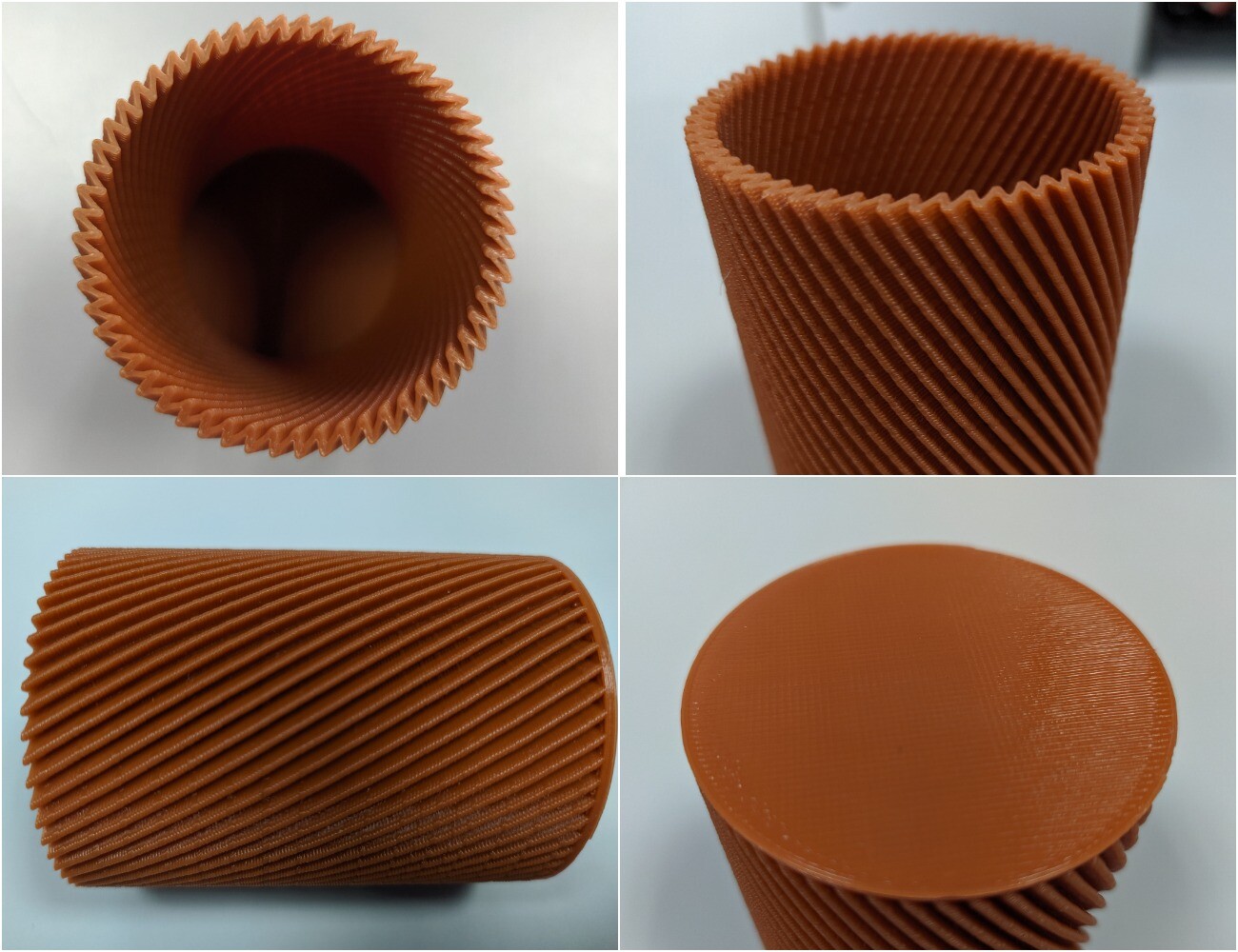
Печатаемые детали далеко не идеальны. В некоторых случаях возникает деформация некоторых элементов и приходится «допиливать» вручную, при помощи ножа и, собственно, напильника. Это случается не так часто, но хотелось бы, чтобы напечатанная деталь не требовала доработки (да, я знаю, что этого можно добиться, купив профессиональный 3D принтер).

Иногда детали распечатываются, но почему-то не совпадает реальный и заявленный размер. Так, я несколько раз пытался печатать разные диспенсеры для аккумуляторов АА и ААА, но готовые диспенсеры почему-то не подходили. Диаметр отверстий, в которые вставляются батарейки, был всегда несколько меньше диаметра самих батареек. Я так и не понял, то ли проблема с моей стороны, то ли модель проблемная. В качестве решения — можно просто увеличивать масштаб детали в слайсере, процентов на 10. Но жаль потраченного пластика — ведь узнать, получится качественная деталь или нет, можно только после того, как готова солидная ее часть.
На распечатку детали уходит много времени. Некоторые распечатки выполняются несколько часов, так что создание банальной подставки под телефон для машины может занять полдня.
Для того, чтобы разрабатывать что-то свое, нужно знание CAD, хотя бы на элементарном уровне. В противном случае придется искать готовые объекты на сайтах, где размещаются созданные кем-то модели.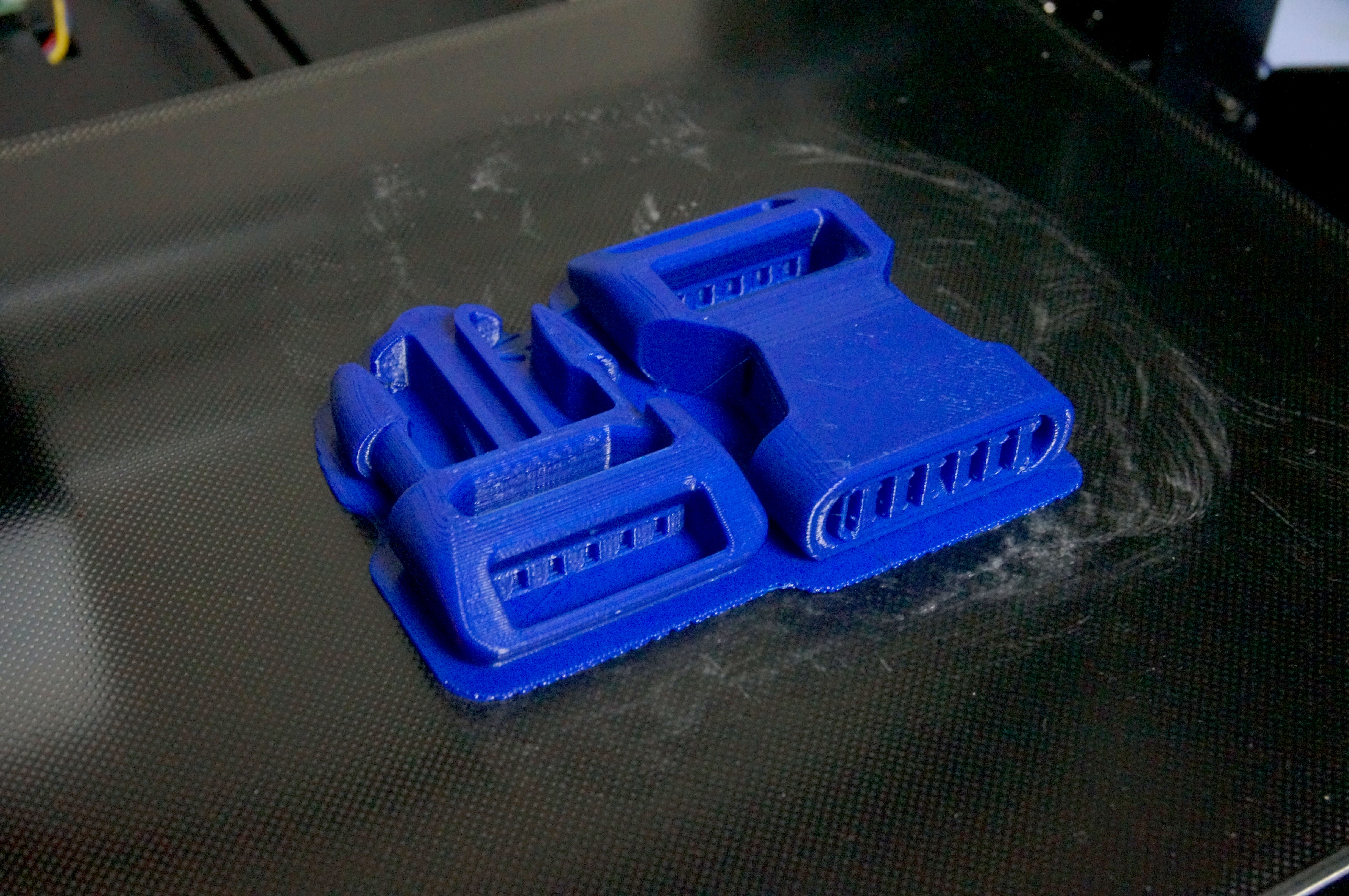 В итоге я так и не нашел крышку для батареек для одного из пультов. Разработать ее сам я не в состоянии — времени на освоение CAD почти нет.
В итоге я так и не нашел крышку для батареек для одного из пультов. Разработать ее сам я не в состоянии — времени на освоение CAD почти нет.
Размер рабочего стола моего принтера невелик. Не все объекты, которые я хотел бы напечатать, можно реализовать. В частности, я хотел получить другую модель штатива для микроскопа. Но не вышло, поскольку она больше, чем стол принтера. Та же проблема с ручкой от робота-пылесоса (не того, что на фотке, другого).
Fin
Доволен ли я, как новичок, принтером? Да, очень. Он оправдал мои ожидания почти полностью. Правда, нужно учитывать, что принтер достался мне относительно недорого. Если бы я его купил за, скажем, 300-400 евро, то был бы менее доволен приобретением. Главное то, что при помощи 3D принтера можно решать практические задачи, это уже далеко не просто игрушка. Мнение об “игрушке” приходилось слышать от многих.
Ну а теперь вопрос — а что полезного для быта или работы печатаете на своих принтерах вы?
3D печать на 3D принтере на заказ, цена от 10 руб/куб.
 см
см3dVision: приближая объёмную печать
Использование возможностей, которые предлагают устройства для аддитивного производства, – ключ к экономии при создании изделия в единичном экземпляре.
Цены на 3D печать
Сроки
Сроки 3Д печати зависит непосредственно от материала, объёма и технологии, по которой будет изготавливаться спроектированная модель. Но например:
- Полупрофессиональная печать из ABS/PLA занимает от нескольких часов до 1-2 дней,
- Профессиональное изготовление деталей на 3д принтере из материалов на основе ABS — 2-3 дня (т.к. дополнительно необходимо ещё растворить материал поддержки)
- Фотополимер MJM или PolyJet— 1-3 дня,
- Полиамид по технологии SLS — за 3-4 дня.

К срокам изготовления необходимо добавлять время на доставку изделий: в Москве — это 1-2 дня, в Санкт-Петербурге — 1 день, в других городах России: 1-5 дней.
Файлы для объёмной печати
Файлы 3D моделей с расширением .STL «понимают» любые 3d-принтеры, однако данный формат не поддерживает текстуры. Если же вам нужна полноцветная объёмная печать из гипсополимера, тогда модель следует отправлять с расширением .3DS, либо .VRML.
Кроме того, мы работаем с обменными форматами STEP, IGES и PARASOLID, которые поддаются конвертации в необходимые форматы для трёхмерной печати.
Важно: модель должна быть спроектирована в масштабе изготовления. Из-за резкого уменьшения толщины стенок, масштабирование габаритов модели в меньшую сторону практически всегда невозможно. Увеличить прототип не составляет трудностей, но в таком случае не избежать перерасхода материала.
Выбираем жидкий фотополимер для 3D принтера.
 Классификация материалов для SLA/DLP 3D печати.
Классификация материалов для SLA/DLP 3D печати.Содержание:
- Введение
- Обзор SLA-материалов
- Стандартные смолы SLA
- Стандартная фотополимерная смола — Standard
- Прозрачная фотополимерная смола — Clear
- Инженерные фотополимерные смолы
- Жесткая фотополимерная смола — Tough (как ABS)
- Прочная фотополимерная смола — Durable (PP-подобная)
- Термостойкая фотополимерная смола — Heat resistant
- Резиноподобная фотополимерная смола — Rubber-like (Эластичная)
- Керамическая фотополимерная смола — Ceramic filled (Твёрдая)
- Как правильно выбрать смолу для ваших задач
- Стоматологические и медицинские SLA смолы
- Фотополимерная смола для медицинских приборов — Custom Medical Appliances (биосовместимость класса I)
- Стоматологическая долгосрочная биосовместимая смола — Dental Long Term (биосовместимая класса IIa)
- Биосовместимость класса I против биосовместимости класса IIa
- Литьевые SLA-смолы
- Литьевая смола для изготовления ювелирных изделий
- Обобщенные правила
Всем привет, Друзья! С Вами 3DTool!
В данной статье сравниваются фотополимерные смолы на примере продукции Formlabs для 3D -печати методом SLA – стандартные (standard), жесткие (tough), прочные (durable), термостойкие (heat resistant), резиноподобные (flexible), стоматологические (dental) и литьевые (castable). Информация из статьи поможет вам подобрать фотополимерную смолу под ваши задачи.
Информация из статьи поможет вам подобрать фотополимерную смолу под ваши задачи.
Каталог 3D принтеров SLA/DLP
Фотополимеры от FormLabs
Подробный обзор 3D принтера Formlabs Form 3
Введение
Стереолитография позволяет печатать пластиковые детали с высоким разрешением, хорошей детализацией мелких деталей и гладкой поверхностью. Благодаря разнообразию фотополимерных смол, доступных для SLA, данная технология применяется во множестве различных отраслей промышленности:
-
Фотополимеры «Standard» используются для прототипирования
-
Инженерные фотополимеры имеют определенные механические и температурные свойства
-
Стоматологические и медицинские фотополимеры имеют сертификаты биосовместимости.
-
Литьевые фотополимеры имеют нулевой показатель зольности после выжигания.
Обзор фотополимерных смол для SLA 3D печати
В SLA используется лазер для отверждения жидкой фотополимерной смолы. Данный процесс называется фотополимеризацией. Различные комбинации полимеров и других добавок, которые входят в состав смолы, позволяют получить различные свойствам материала.
Основные преимущества и ограничения, являющиеся общими для всех смол в SLA 3D печати:
Преимущества:
-
Гладкая поверхность. Отсутствие шероховатостей.
-
Высокая качество 3D печати. Максимальная детализация на объекте.
Недостатки:
Базовые фотополимеры для SLA
Статья о постобработке SLA/DLP 3D печати
Стандартная фотополимерная смола — Standard
Из стандартных смол получаются детали с высокой жесткостью, детализацией и гладкой поверхностью.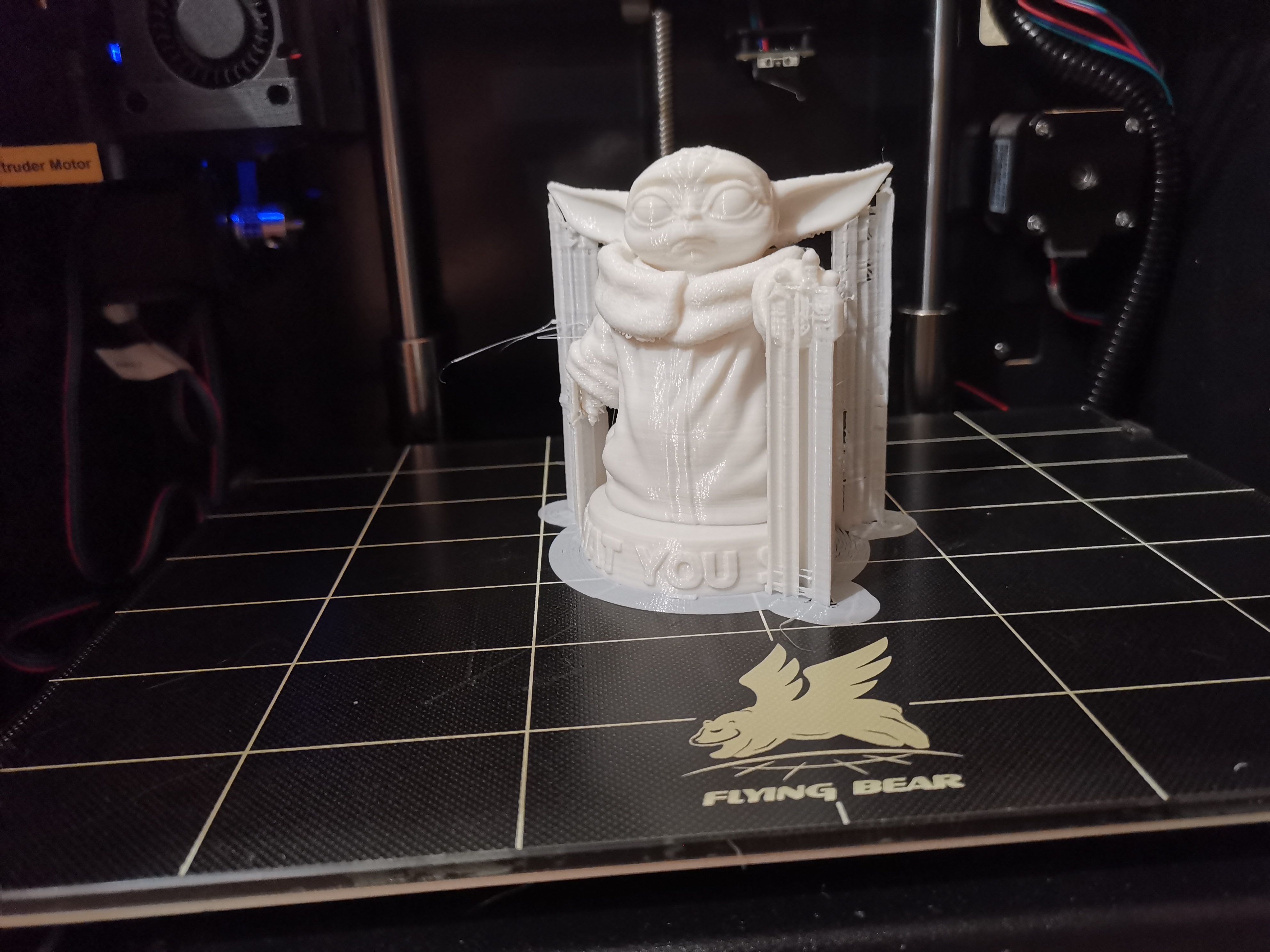 Низкая стоимость смол от 250$ за 1 литр, делает их идеальными для прототипов.
Низкая стоимость смол от 250$ за 1 литр, делает их идеальными для прототипов.
Цвет смолы так же влияет на его свойства. Например в продукции FormLabs, серая смола подходит для моделей с мелкими деталями, а белая смола — для деталей, которые требуют максимально гладкой поверхности.
Преимущества использования смол класса Standard:
-
Высокая детализация
-
Гладкая поверхность
-
Самый дешевый материал для SLA
-
Без необходимости в финальной полимеризации
Минусы Standard:
-
Хрупкость деталей
-
Деформируются под действием температур
-
Не имеют специальных свойств’
Также в класс фотополимерных смол «Standard» от FormLabs входит Color KIT — это набор специальных красителей и фотополимерной смолы «Color Base» для смешивания и получения разнообразных цветовых решений. Тем самым исключается необходимость в покраски деталей после 3D печати.
Тем самым исключается необходимость в покраски деталей после 3D печати.
Инженерные фотополимерные смолы от FormLabs
Инженерные смолы обладают целый рядом свойств литьевых пластмасс.
Все инженерные смолы требуют дополнительного отверждения ультрафиолетом например с использованием устройства Form Cure, для достижения их максимальных свойств.
Прочная фотополимерная смола — Tough (аналог ABS пластика)Tough смола была разработана для моделей, которые должны выдерживать высокие нагрузки и были прочными.
Из данного материала получаются прочные, устойчивые к разрушению детали и функциональные прототипы, такие как корпус с защелкивающимися соединениями.
Плюсы:
Минусы:
-
Не подходит для деталей с тонкими стенками (рекомендуемая минимальная толщина стенок от 1 мм)
-
Нестойкий к высоким температурам
Идеально подходит для: функциональных прототипов, деталей механических узлов
Прочная смола представляет собой износостойкий и гибкий материал с механическими свойствами, аналогичными полипропилену.
Из фотополимера Durable получаются модели с гладкой глянцевой поверхностью и высокой устойчивостью к деформации.
Durable Resin идеально подходит для:
- Втулок и подшипников;
- Различных функциональных соединений
Плюсы:
Минусы:
-
Не подходит для деталей с тонкими стенками (рекомендуемая минимальная толщина стенок 1 мм)
-
Низкая температура тепловой деформации
-
Низкий предел прочности на изгиб (ниже, чем у жесткой смолы)
Идеально подходит для: функциональных прототипов.
Термостойкая смола идеально подходит для деталей, которые требуют высокой термостойкости и работают при высоких температурах.
Formlabs High Temp Resin обеспечивает самую высокую температуру плавления (HDT): 238 °C при 0,45 МПа.
Смолу следует использовать для печати детализированных, точных прототипов с высокой термостойкостью.
Плюсы:
-
Выдерживает температуру до 238 °C (против 80 °C для стандартных смол)
-
Гладкая поверхность
Минусы:
Резиноподобная смола позволяет изготавливать гибкие детали. Этот материал имеет низкий порог упругости при растяжении и высокое удлинение при разрыве, и он хорошо подходит для деталей, которые будут согнуты или сжаты.
Его также можно использовать для добавления эргономических функций в сборки из нескольких материалов, таких как: штампы, носимые прототипы, ручки, накладки и захваты.
Плюсы:
-
Высокая гибкость (высокое удлинение при разрыве)
-
Низкая твердость (имитирует резину 80А по дюрометру)
-
Высокая ударопрочность
Минусы:
-
Не обладает всеми свойствами настоящей резины
-
Требует обширных структур поддержки
-
Свойства материала со временем ухудшаются, так как деталь подвергается воздействию ультрафиолетового излучения (солнечного света)
-
Не подходит для деталей с тонкими стенками (рекомендуемая минимальная толщина стенок 1 мм)
Идеально подходит для создания гибких прототипов.
Керамическая фотополимерная смола — Rigid Resin
Данная смола усилена стеклом, что обеспечивает очень высокую жесткость и полированную поверхность. Полимер очень устойчив к деформации и отлично подходит для 3Dпечати тонких элементов
Идеально подходит для: пресс-форм и оснастки, зажимных приспособлений, коллекторов, фиксаторов, корпусов для электрических и автомобильных приспособлений
Компоненты терморегулирования, напечатанные по технологии SLA керамической (твердой) смолой. Изображение предоставлено: Formlabs
Как правильно выбрать смолу для ваших задач
В таблице ниже приведены основные механические свойства фотополимеров для SLA:
Источник: Formlabs
Стандартная смола (standart) обладает высокой прочностью на растяжение, но очень хрупкая (очень низкое удлинение при разрыве), поэтому она не подходит для функциональных деталей. Способность создавать хорошую поверхность детали делает его идеальным для визуальных прототипов и художественных моделей.
Прочная (durable) смола обладает самой высокой ударной вязкостью и удлинением при разрыве по сравнению с другими материалами SLA. Лучше всего подходит для прототипирования деталей с подвижными элементами и защелками. Ей не хватает, однако, прочности термопластичных материалов 3D-печати, таких как SLA нейлон.
Жесткая (tough) смола является компромиссом между свойствами материала прочной и стандартной смолы. У неё высокий предел прочности при растяжении, поэтому он лучше всего подходит для жестких деталей, которые требуют высокой твёрдости.
Термостойкая смола (heat resistant) может выдерживать температуру выше 200 o C, но обладает плохой ударной вязкостью и является даже более хрупкой, чем стандартная смола.
Керамическая (ceramic reinforce) смола имеет самый высокий предел прочности на разрыв и модуль упругости при изгибе, но она хрупкая (плохие показатели удлинения при разрыве и ударной вязкости). Эту смолу предпочтительнее использовать для деталей с тонкими стенками, которые требуют повышенной жесткости.
На графиках ниже механические свойства наиболее распространенных материалов SLA сравниваются визуально:
Сравнительная таблица на относительное удлинение при разрыве и ударную вязкость для обычных технических условий SLA-печати и стандартных материалов. Изображение предоставлено Formlabs.
Кривые напряжения-деформации для обычных SLA-технологий и стандартных материалов. Изображение предоставлено: Formlabs
Сравнительная диаграмма свойств материалов различных технических смол. Изображение предоставлено: Formlabs.
Стоматологические и медицинские SLA смолы
Фотополимерная смола для медицинских приборов — Custom Medical Appliances (биосовместимость 1 класса)
Биосовместимые смолы класса 1 могут быть использованы для изготовления медицинского оборудования, такого как, например, хирургические шаблоны. Детали, напечатанные на этой смоле, можно стерилизовать паром в автоклаве для непосредственного использования в операционной.
Плюсы:
-
Высокая точность
-
Гладкая поверхность
-
Биосовместимость 1 класса (краткосрочное использование)
Минусы:
- Умеренное сопротивление износу и разрушению
Идеально для: хирургических средств и приспособлений
Стоматологическая долгосрочная биосовместимая смола — Dental Long Term (биосовместимая класса 2А)
Эти смолы специально разработаны для долгосрочных стоматологических приспособлений. Биосовместимые смолы класса 2А могут контактировать с организмом человека до года.
Высокая устойчивость к разрушению и износу делают данную смолу идеальным вариантом для изготовления жестких шплинтов или фиксаторов.
Плюсы:
-
Высокая точность
-
Высокая устойчивость к разрушению и износу
-
Биосовместимость класса 2А
Минусы:
Идеально подходит для: долговременных стоматологических инструментов, устойчивых к разрушению и износу медицинских деталей, жестких шплинтов, фиксаторов
В чем разница биосовместимости класса 1 и класса 2a ?
Правила биосовместимости класса 1 касаются материалов, которые разрешено использовать для:
-
не инвазивные устройства, которые контактируют с неповрежденной кожей
-
приспособления для временного применения или кратковременного использования в ротовой полости или ушном канале или в полости носа
-
многоразовые хирургические инструменты
Правила биосовместимости класса 2a касаются материалов, которые разрешено использовать для:
-
устройства, которые вступают в контакт с биологическими жидкостями или открытыми ранами
-
устройства, используемые для введения веществ в организм человека или удаления веществ и из него
-
инвазивные краткосрочные устройства, такие как инвазивные хирургические элементы
-
долговременные имплантируемые устройства, помещенные в зубы
Фотополимерные смолы в SLA 3D печати для ювелиров
Смолы для изготовления ювелирных изделий
Этот материал позволяет печатать модели с мелкими деталями и гладкой поверхностью, не оставляя пепла или остатков после выжигания.
Литьевая смола позволяет получить готовое изделие непосредственно от дизайна до прецизионного литья с помощью лишь одной 3D-печатной детали. Она подходит для изготовления ювелирных изделий и других мелких и сложных компонентов.
Плюсы:
-
Низкая зольность после выгорания (менее 0,02%)
-
Высокая детализация
Минусы:
-
Низкая ударопрочность и износостойкость
-
Требует пост-обработки для достижения наилучших результатов
Идеально для: литья по выплавляемым моделям, изготовления ювелирных изделий
Каталог 3D принтеров SLA/DLP
Фотополимеры от FormLabs
Статья о постобработке SLA/DLP 3D печати
Что ж, а на этом у нас все! Надеемся эта статья была для Вас полезна!
Заказать SLA 3D принтеры Formlabs или задать свои вопросы и узнать статус Вашего заказа, вы можете
Не забывайте подписываться на наш YouTube канал:
Подписывайтесь на наши группы в соц.сетях:
ВКонтакте
3D печатьПрисоединяйтесь к обсуждению или задайте свои вопросы об оборудовании, программном обеспечении, материалах, новостях, советах и рекомендациях для 3D-печати. | 878 |
Обработка с ЧПУПрисоединяйтесь к обсуждению или задайте свои вопросы об оборудовании, программном обеспечении, материалах, новостях, советах и приемах для обработки станков с ЧПУ. | 15 |
Литье под давлениемПрисоединяйтесь к обсуждению или задайте свои вопросы об оборудовании, программном обеспечении, материалах, новостях, советах и рекомендациях для литья под давлением. | 3 |
CADОбсудите здесь все, что связано с САПР: программное обеспечение САПР, 3D-сканирование и цифровое моделирование! | 183 |
ПродаетсяЕсли вы частное лицо, продающее оборудование или материалы, вы можете поделиться ими с сообществом в этой категории. | 530 |
Создатель проектовЭта категория предназначена для местной печати. Если вы студент, производитель или любитель и хотите связаться с местной типографией, чтобы напечатать ваш проект или идею, вы можете загрузить свои детали сюда и связаться с местными производителями. | 4 |
Нет категорииТемы, которым не нужна категория или которые не вписываются ни в одну из существующих категорий. | 5447 |
Форум ответов — Производство мозаики
0 ответов
1 ответ
Алина 9.3к
ответил
ответил от Alina
1 ответ
Алина 9.3к
ответил
Ответил от Алина
1 Ответ
Алина 9.3к
ответил
Ответил от Алина
1 ответ
1 Ответ
Алина 9.3к
ответил
2 ответа
Алина 9.3к
Прокомментировал
Прокомментировал от Alina
1 ответ
1 ответ
Алина 9.3к
ответил
1 ответ
2 ответа
2 ответа
1 ответ
Алина 9.3к
Прокомментировал
Прокомментировал от Alina
2 ответа
20 лучших онлайн-сообществ по 3D-печати
Группы в LinkedIn
3D-печать 14 218 участников
Гильдия 3D-печати
3977 участников
TCT + Personalize — 3D-печать и сеть аддитивного производства
1947 участников
3D-печать на дому
1204 участника
Предприниматели в области 3D-печати
3D-печать 940 участников Форма
Сообщество полиграфистов
822 участника
2D и / или 3D Лучшие эксперты по САПР
25 860 участников
«Аддитивное производство (AM)» — быстрое прототипирование (RP), оснастка и производство -3D-печать
4 814 участников
Форумы
RepRap — # репреп на freenode IRC; / r / Reprap на Reddit
3DPrintBoard.com: Темы 1,273 Сообщений 5,435 Участников 899
3DPrinting-Forums.com: Всего сообщений 1555 • Всего тем 585 • Всего участников 1005
SoliForum: Зарегистрированных пользователей: 4621. Всего тем: 4,919
Forum.3ders.org: связан с блогом о 3D-печати 3der.org.
Форум Shapeways: Форум по 3D-печати, связанный с сообществом электронной коммерции Shapeways.
Google+
3D-печать
Приходите и устраняйте неполадки, показывайте фотографии или публикуйте новости!
63 385 участников
Аддитивное производство деталей
617 членов
Reddit:
r / 3DPrinting Новости, информация, ссылки и забавные вещи, связанные с 3D-печатью, 3D-принтерами, быстрым производством, изготовлением настольных компьютеров и т. Д.
Сайтов:
YouMagine — это онлайн-сообщество для всех, кто хочет исследовать мир 3D-печати.
Ultimaker — «Ultimaker — это новый продукт на рынке 3D-печати, который официально начал продаваться в мае 2011 года». У них также есть форум сообщества.
MakerBot’s Thingiverse — это процветающее сообщество дизайнеров, которое занимается открытием, созданием и распространением объектов для 3D-печати.
Не стесняйтесь оставлять комментарии, если мы их упустили!
Форум лидеров в области 3D-печати: Использование 3D-печати для построения устойчивой цепочки поставок
Пандемия выявила серьезные недостатки в цепочках поставок, что привело к серьезным сбоям в бизнесе.Возврат к рутинной практике закупок больше не может быть вариантом, поскольку для того, чтобы противостоять будущим потрясениям системы, необходимы большая гибкость и устойчивость. Какие изменения необходимо внести, чтобы устранить пробелы в цепочках поставок и обеспечить их бесперебойную работу после COVID-19?
Присоединяйтесь к нам на 45-минутном виртуальном форуме для увлекательного обсуждения, включая стратегии и практические выводы, где мы обсудим:
Подготовка к «новой норме» — как вы подходите к планам восстановления и непрерывности и переосмыслите и проектировать цепочки поставок?
Как менеджеры по цепочке поставок и закупкам могут оценить области, в которых аддитивное производство может способствовать увеличению поставок.
Определение ключевых областей, в которых вы можете устранить пробелы в цепочке поставок и снизить затраты с помощью аддитивного производства.
Какого процесса вы можете ожидать при использовании аддитивного производства в вашей цепочке поставок?
За обсуждением последуют вопросы и ответы в режиме реального времени, во время которых участники дискуссии ответят на вопросы.
О спикерах
Крис Лиддиард (Chris Liddiard) — руководитель глобального сегмента рынка автомобильных / промышленных деталей, 3D-печати в бизнес-подразделении Adhesive Technologies компании Henkel.Британец по происхождению, он работал по всему миру, работая в компании «Хенкель» более 20 лет, в том числе в Великобритании, Сингапуре и совсем недавно в США. Крис работал в основном в автомобилестроении, управлял бизнесом по производству запчастей Henkel в Северной Америке, в том числе в течение короткого периода времени руководил заводом по литью под давлением, и привез в компанию Henkel первые 3D-принтеры для создания прототипов. За последние 3 года Крис привнес в мир 3D-печати свой обширный промышленный и автомобильный опыт.
Ави Райхенталь — один из ведущих мировых авторитетов в области цифровизации бизнеса и экспоненциальной конвергенции технологий. Он руководил во время событий 11 сентября и финансового кризиса 2008 года, будучи генеральным директором 3D Systems (NYSE: DDD). В настоящее время Райхенталь является генеральным директором Nexa3D и основателем XponentialWorks, компании по венчурным инвестициям, консультированию и разработке продуктов, уникальной в своей коллайдерно-бизнес-модели объединения традиционных производственных компаний среднего размера с преобразующими стартапами для ускорения создания стоимости.Ави является членом совета по инновациям XPRIZE. Ави остается практическим изобретателем, на его имя зарегистрировано более 35 патентов.
О модераторе
Боб Требилкок — главный редактор журнала Supply Chain Management Review и исполнительный редактор журнала Modern Materials Handling.